





MH-OSB
MINGHUNG
High Capacity: Annual designed capacity for a single line can reach 300,000 to 600,000 cubic meters (depending on continuous press specifications and product thickness), far surpassing traditional multi-opening press lines (typically 100,000-250,000 m³/year).
High Efficiency:
Extremely fast production speed: Continuous press line speed can reach 40-120 meters per minute (depending on panel thickness).
Near-zero non-production time: Eliminates the cyclical interruptions for loading, unloading, and press opening/closing inherent to multi-opening presses.
High operational availability: Designed operational rate often exceeds 90%.
High Quality and Stability:
The continuous, constant hot-pressing process ensures exceptionally uniform physical properties along and across the panel.
Precise thickness control (tolerance can be within ±0.15mm).
Excellent surface flatness, requiring minimal sanding allowance, leading to high raw material utilization.
High Energy Efficiency and Low Consumption:
High thermal efficiency of the continuous press reduces energy consumption per unit product by 15-30% compared to intermittent presses.
High utilization rate of adhesives (especially MDI), with application rates capable of precise optimization.
High automation significantly reduces labor cost per unit product.
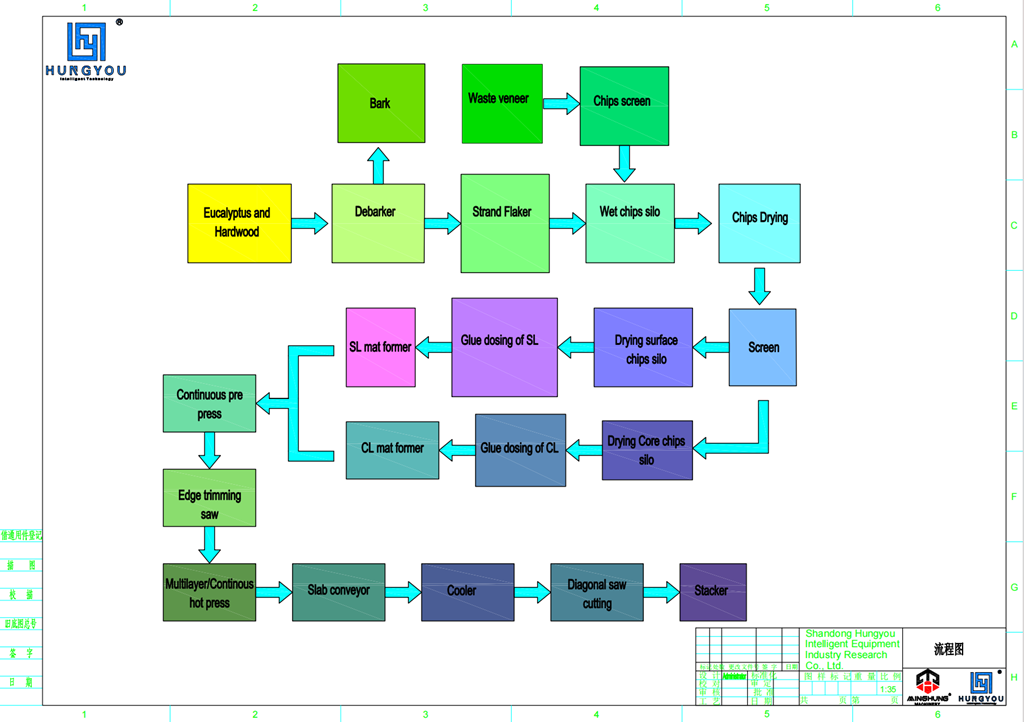
Raw material (small-diameter logs, wood chips) → Flaking → Drying → Screening/Sorting → Blending → Multi-Layer Oriented Forming → Continuous Flat Press Hot Pressing → Cooling → Trimming → Sanding → Grading & Packaging. Among these, mat forming and continuous hot pressing are the core processes enabling high capacity and efficiency.


Advantages Compared to Multi-Opening Presses
Feature | Continuous Flat Press | Traditional Multi-Opening Press |
Production Mode | True continuous production, no interruption | Intermittent cyclic production (load-press-unload) |
Capacity | Extremely high, determined by linear speed | Lower, limited by cycle time and number of openings |
Product Quality | Uniform longitudinal properties, very high thickness accuracy | Possible property variation between openings |
Panel Dimensions | Unlimited length, flexible cutting | Fixed by platen size |
Energy Consumption | High thermal efficiency, lower energy per unit | Significant heat loss due to frequent opening/closing |
Automation | Fully integrated into continuous automated line | Requires complex loading/unloading systems |
Flexibility | Ideal for high-volume, single or similar thickness products | Relatively more flexible for changing thickness specifications |
If interested please contact us for a quote.
Our contacts:
Whatsapp: +8618769900191 +8615589105786 +8618954906501
Email: osbmdfmachinery@gmail.com

























